Heavy weldment production often involves long weld cycles. A single trailer frame, structural assembly, or pressure vessel can keep a robot welding for hours. When that weld finishes and the next part is not ready, the robot sits idle and production slows. A dual-cell layout can eliminate that bottleneck.
The Production Constraint in Heavy Weldments
In crane-loaded environments, assemblies are often oversized and remain mounted throughout the weld cycle. Overhead cranes handle loading and unloading, while repositioning between operations is not practical.
Preparation work such as fit-up, tacking, and verification, can take as long as the weld itself. When those activities happen sequentially, the robot’s utilization drops and throughput becomes inconsistent.
Cell structure determines whether that time becomes a limitation or an advantage.
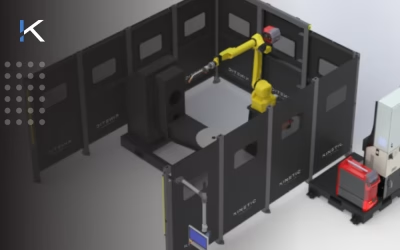
Dual Fixed Headstock-Tailstock Architecture
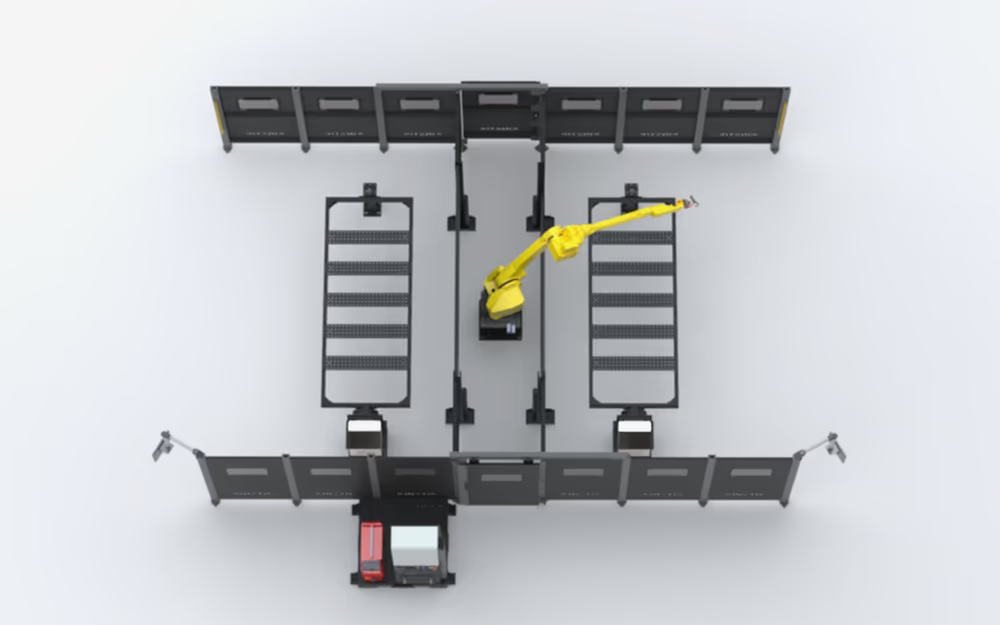
The system places a long-reach industrial robot between two fixed headstock-tailstock units. Station A welds. Station B prepares the next assembly.
When preparation is complete, the robot transitions to the ready station. The finished assembly remains mounted until unloading. There is no need to index or reposition the part between cycles.
“The robot becomes the pacing item. One station can be tacking and prepping while the other is welding, so you’re keeping that arc-on time as high as possible.” – Mark Barglof, owner of Kinetic Technologies
The headstock and tailstock move in coordination with the robot, allowing long assemblies to be presented correctly along extended weld seams without remounting the part.
The layout supports different staffing models:
- One operator can move between stations in moderate-volume production.
- Two operators can work simultaneously in higher-throughput environments.
The robot sets the rhythm of the cell. Operators prepare work to keep it moving. Automation for years to come.
Built for Crane-Loaded, Oversized Assemblies
This architecture fits applications where part size and weld duration drive layout decisions.
Common examples include:
- Trailer frames and chassis
- Structural steel assemblies
- Pressure vessels
- Heavy mining equipment frames
- Bridge and infrastructure components
- Offshore structural elements
- Rail and transportation assemblies
These assemblies are often loaded by an overhead crane and remain mounted throughout the weld cycle. Fixed support improves stability and access. The dual-station layout keeps preparation active while welding continues in the opposite zone.
Safety and Coordinated Controls
Running two stations at the same time only works when separation and control are built into the architecture. Welding, prep work, and robot movement must operate independently while remaining fully synchronized. That requires both physical barriers and coordinated control logic.
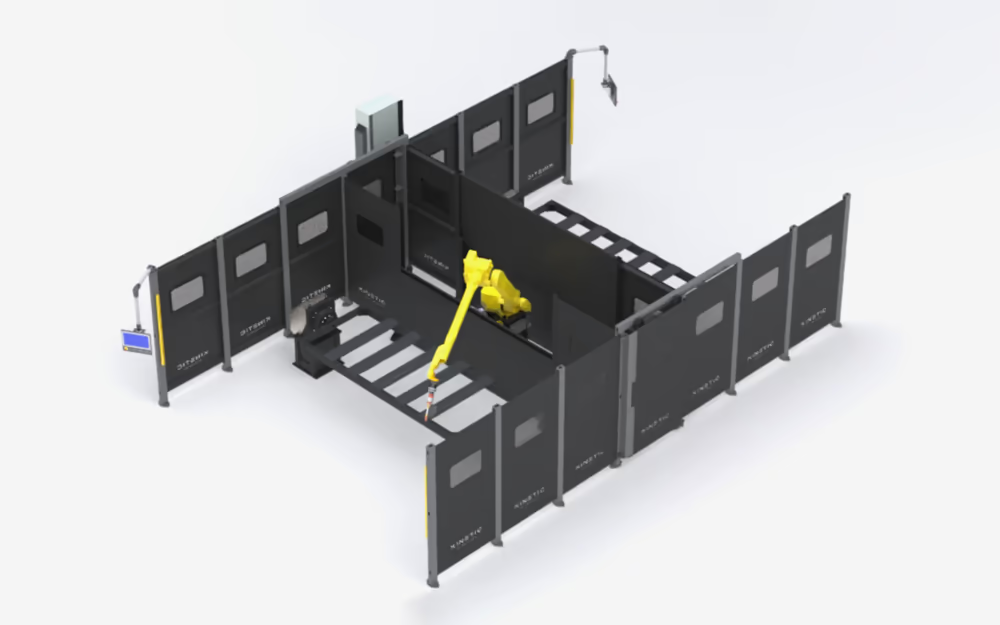
Physical Separation
Blast doors divide the two work zones. When welding begins in one station, barriers isolate that area. The system:
- Blocks arc flash
- Contains sparks and debris
- Protects operators in the adjacent zone
Arc-safe panels fully enclose each station. Preparation work can continue safely while welding is active on the other side.
“We want to make sure the operator on the prep side has a safe and comfortable work environment while the other side is actively welding.” – Mark Barglof, owner of Kinetic Technologies
Integrated Controls
Each station includes its own touchscreen HMI. Operators interact with the system directly at their station rather than relying on the robot teach pendant.
An Allen-Bradley PLC coordinates:
- Station logic
- Robot travel between zones
- Program execution
When one station finishes and the other is ready, the robot transitions in a controlled sequence. This reduces operator confusion and supports consistent production across shifts.
“There’s error that can be injected into the system when the operator is dealing directly with the teach pendant, so we build these environments to make it as easy as possible for operators to interact with the system and have a really good experience.” – Mark Barglof, owner of Kinetic Technologies
Engineered for Load Capacity and Serviceability
The platform starts with a proven cell layout. Each project is then engineered around part size, weight, and workflow.
System design includes:
- Structural and load capacity evaluation
- Proper drive and motion sizing
- Coordinated movement between robot and positioner
The headstock-tailstock units are designed and manufactured in-house. They are matched to the application and coordinated with the robot for controlled motion along long weld paths.
Service access is built into the structure. The cell includes:
- A central maintenance compartment with interlocked access
- Exterior-mounted controllers
- Protected routing for cables and sensors
- Optional wire dress and nozzle cleaning systems
RFID and barcode integration can support part tracking when required.
Explore How a Dual-Station Welding Cell Fits Your Operation
Heavy weldment automation starts with the right architecture. If your production uses crane-loaded assemblies and long weld cycles, a dual-station layout may help. It can increase arc-on time and keep production moving without delays between welds.
Kinetic Technologies works with manufacturers from early evaluation through system design, integration, and long-term support. If you are assessing how to structure heavy weldment production or preparing a proposal for leadership, our team can help you define the right approach and build a clear, data-driven case.